その他
ショットピーニング
ショットと呼ばれる小さな硬い鋼球などの粒子を浸炭焼入・高周波焼入後の表面に通常のショットピーニングより高速で衝突させることで、部品の硬さ・疲労強度のUPなどが可能となります。
処理条件
表面に鋼球を高速で衝突させる。
エアーノズル投射
金属組織
残留オーステナイト
↓
ショット投射による加工誘起変態
↓
体積膨張
↓
圧縮残留応力
圧縮残留応力の生成機構
1.残留オーステナイト
2.ショット投射による加工誘起変態
3.体積膨張
4.圧縮残留応力
ショットピーニング後の
圧縮残留応力の分布(浸炭部品)
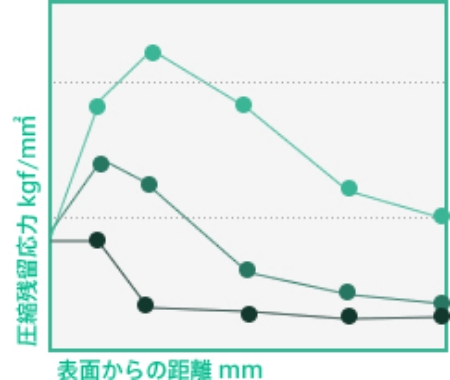
- 図中の丸(薄い緑色)ハードショットピーニング
- 図中の丸(緑色)通常のショットピーニング
- 図中の丸(濃い緑色)ピーニングなし
アルミニウム合金の溶体化・時効処理
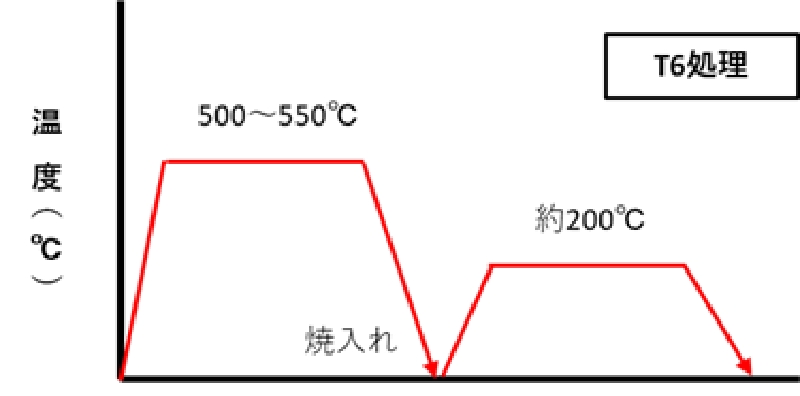
T4処理では、アルミニウム合金を500~550℃に加熱することでアルミニウム合金内の合金元素を均一に溶け込ませたのち水中で急冷することで合金元素を過飽和の状態でアルミニウム内に固定します。過飽和状態の合金元素は時間経過でアルミニウムから析出し合金の強度を向上させます。この硬化のことを時効硬化と言います。
T5処理では時効硬化を促進するために約200℃で数時間~1日保持します。
T6処理はT4処理とT5処理を組み合わせた処理で、製品に非常に高い強度を付与します。
-
技術の特長
・アルミニウム合金製品の強度の向上
-
対応可能工場
歪み矯正
一般的に焼入れを行うと歪が発生します。長尺の軸製品の場合、曲がりの発生となって現れます。この曲がりは油圧プレスや、打撃、局部加熱により矯正します。一部の量産部品には焼戻時の矯正や自動矯正機を導入しています。